全國統一咨詢熱線
18015000013 18961433301

全國統一咨詢熱線
18015000013 18961433301
免費咨詢熱線
18015000013機床主軸故障維修和改進措施
機床主軸維修技術整個修復過程不會對軸本身材質及結構造成任何影響,安全可靠,可以實現現場修復,不需要進行大量拆卸,僅對修復部位拆卸即可,節省大量人力、物力、財力。
主軸維修利用材料本身所具有的抗壓、抗彎曲、延展率等綜合優勢,可以有效地吸收外力的沖擊,化解和抵消軸承對軸的徑向沖擊力,并避免了間隙出現的可能性,也就避免了設備因間隙增大而造成相對運動的磨損。
機床主軸維修的操作過程很簡單,首先對軸磨損部位進行表面烤油、打磨、清洗等處理,然后按比例調和索雷碳納米聚合物材料并涂抹至待修復部位,等材料固化后即可完成修復,幫助企業縮短了停機停產時間,降低損失。
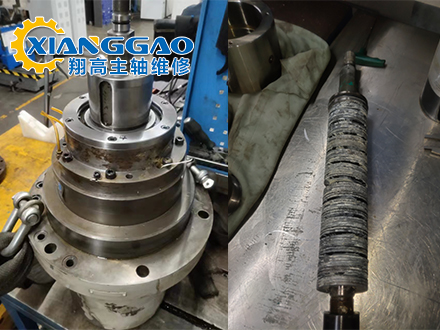
機床主軸主軸發熱,噪聲大,主軸發熱,噪聲大,但用手撥動主軸轉動阻力較小,立式加工中心鏜孔精度下降,圓柱度差。
(1)故障分析:主軸部件解體檢查,發現故障原因如下:①主軸軸承潤滑脂內混有粉塵和水分,這是因為加工中心用的壓縮空氣無精濾和干燥裝置,故氣動吹屑時少量粉塵和水氣竄入主軸軸承潤滑脂內,造成潤滑不良,導致發熱且有噪聲;主軸內錐孔定位表面有少許碰傷,錐孔與刀柄錐面配合不良,有微量偏心;②前軸承預緊力下降,軸承游隙變大;③主軸自動夾緊機構內部分碟形彈簧疲勞失效,刀具未被完全拉緊,有少許竄動。
(2)故障處理:更換前軸承及潤滑脂,調整軸承游隙,手工研磨主軸內錐孔定位面,用涂色法檢查,修好的主軸裝回主軸箱,用千分表檢查徑向跳動,試加工,主軸溫升和噪聲正常,加工精度滿足加工工藝要求,故障排除。
(3)改進措施:①增加壓縮空氣精濾和干燥裝置,過濾器要定期排水,定期清洗或更換濾芯;②隨時檢查主軸錐孔、刀柄的清潔和配合狀況,檢查空氣干燥器工作是否正常;③合理安排加工工藝,避免材料切除率陡變;④嚴禁超負荷運行,有故障應及時報修,不得帶病運行。
全國咨詢熱線
18015000013
手機:18015000013 龐小姐
手機:18961433301 沈先生
電話:0519-81198122
郵箱:2508548560@qq.com
地址:常州市武進區春秋路72號
主營:刀塔維修,減速機維修,電主軸維修,現場動平衡校正,進口機床主軸維修,主軸改中心出水,進口主軸維修,錐孔研磨,進口電主軸維修,四軸維修
主營地區:馬鞍山 合肥 濰坊 濟南 徐州 南通 南京 青島 常州 蘇州 無錫 嘉興 泰州 上海 石家莊 湖州 臺州 煙臺 萊州 蕪湖 泰安 淄博 鹽城 揚州 溫州 長沙 武漢 德州 洛陽 鄭州 廊坊 沈陽 唐山 邢臺 新鄉 濟寧 張家口 北京 天津

Copyright ? 2024常州翔高精密機械有限公司 版權所有 備案號:蘇ICP備15042971號-3
網站地圖 技術支持:翔高主軸維修服務中心